 Style High Tech je holandská společnost, která vyrábí Teach-In a CNC soustruhy a frézky. Stroje jsou konstruovány na vysoké úrovni, kdy specialisté z oboru mechaniky, elektroniky, počítačového řízení a technologie strojního zpracování společně spolupracují na kvalitě a vývoji konečného produktu.
Style High Tech je holandská společnost, která vyrábí Teach-In a CNC soustruhy a frézky. Stroje jsou konstruovány na vysoké úrovni, kdy specialisté z oboru mechaniky, elektroniky, počítačového řízení a technologie strojního zpracování společně spolupracují na kvalitě a vývoji konečného produktu.
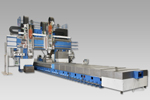
 Jedná se o EFEKTIVNÍ stroj na vynikající technické úrovni umožňující využití nových moderních technologií obrábění. Vřeteník stroje je osazen vřetenovými hlavami pro pěti a víceosé obrábění nebo výsuvnou pinolou, které umožňují obrábění i tvarově velmi složitých obrobků. Optimální spojení vysokého užitného výkonu a konstrukční jednoduchosti zaujme jak běžné, tak i velmi náročné zákazníky. Uživatel stroje jistě ocení zajímavý poměr kvalita – cena - výkon, umožňující obrábění součástí velmi složitých a rozměrných tvarů.
Jedná se o EFEKTIVNÍ stroj na vynikající technické úrovni umožňující využití nových moderních technologií obrábění. Vřeteník stroje je osazen vřetenovými hlavami pro pěti a víceosé obrábění nebo výsuvnou pinolou, které umožňují obrábění i tvarově velmi složitých obrobků. Optimální spojení vysokého užitného výkonu a konstrukční jednoduchosti zaujme jak běžné, tak i velmi náročné zákazníky. Uživatel stroje jistě ocení zajímavý poměr kvalita – cena - výkon, umožňující obrábění součástí velmi složitých a rozměrných tvarů.
 V oblasti leteckého a kosmického průmyslu se DMG zaměřuje na inovativní technologie, a nově vytvořené „Center of Excellence“, které je aktivní jako komunikační partner pro národní i mezinárodní letecký průmysl. I přes negativně působící celosvětovou finanční krizi, letecký a kosmický průmysl zůstává i nadále vysoce atraktivním trhem pro výrobce high-tech obráběcích strojů jakým je DMG. Od výrobců se očekávají stroje a technologie, které zabezpečí hospodárné obrábění kovů, především hliníkových a titanových slitin, a pokročilých kompozitních materiálů.
V oblasti leteckého a kosmického průmyslu se DMG zaměřuje na inovativní technologie, a nově vytvořené „Center of Excellence“, které je aktivní jako komunikační partner pro národní i mezinárodní letecký průmysl. I přes negativně působící celosvětovou finanční krizi, letecký a kosmický průmysl zůstává i nadále vysoce atraktivním trhem pro výrobce high-tech obráběcích strojů jakým je DMG. Od výrobců se očekávají stroje a technologie, které zabezpečí hospodárné obrábění kovů, především hliníkových a titanových slitin, a pokročilých kompozitních materiálů.
 Firma Seco Tools je celosvětový dodavatel řezných nástrojů pro různé výrobní postupy a technologie. Řezné nástroje jsou navrženy a vyráběny s důrazem na preciznost tak, aby je bylo možné používat konzistentně a produktivně pro všechny typy aplikací pri obrábění.
Firma Seco Tools je celosvětový dodavatel řezných nástrojů pro různé výrobní postupy a technologie. Řezné nástroje jsou navrženy a vyráběny s důrazem na preciznost tak, aby je bylo možné používat konzistentně a produktivně pro všechny typy aplikací pri obrábění.
v oblasti frézování je firma Seco známá se svou širokou inovační radou fréz a břitových destiček pro frézování ve všech druzích materiálu – měkké oceli, snadno obrobitelném hliníku ale i ve vysoce legovaných slitinách.
 Proč používat dlouhou monolitní stopkovou karbidovou frézu, když využíváte pouze přední část nástroje?
Proč používat dlouhou monolitní stopkovou karbidovou frézu, když využíváte pouze přední část nástroje?
Stopková fréza CoroMill 316 je prvním výrobkem v řadě nových nástrojů s vyměnitelnými řeznými hlavami, tvořících nový systém pro frézování. Tato fréza je navržena pro práci s rozsahem průměrů 10–20 mm a je vhodná pro všechny skupiny materiálů ISO-P až ISO-S. Do stopky nástroje lze namontovat různé druhy karbidových hlav, čímž je dosaženo vysoké provozní univerzálnosti. Pro zajištění správné funkce koncepčního pojetí čelních válcových fréz s vyměnitelnými řeznými hlavami je zapotřebí velmi spolehlivé a přesné spojení mezi karbidovou hlavou a stopkou nástroje. Výkonnost, bezpečnost a výsledky obrábění přímo závisí na funkčních vlastnostech upínacího mechanismu. Široký sortiment ocelových stopek poskytuje nástrojům CoroMill 316 velkou flexibilitu, od krátkého po dlouhé provedení, s přímým nebo s kuželovým tvarem. Stopku lze snadno zkrátit na optimální délku pro příslušnou operaci.
Vyšší úroveň produktivity, všestrannosti a kvality, redukce nástrojového inventáře a snížení nákladů na nástroje, jsou hlavní výhody, které vám fréza CoroMill 316 může přinést. Tato nová koncepce nabízí vysokou stabilitu pro hrubovací operace a vysokou tuhost pro dokončovací operace.
 Jedná se o EFEKTIVNÍ stroj na vynikající technické úrovni umožňující využití nových moderních technologií obrábění. Vřeteník stroje je osazen vřetenovými hlavami pro pěti a víceosé obrábění nebo výsuvnou pinolou, které umožňují obrábění i tvarově velmi složitých obrobků. Optimální spojení vysokého užitného výkonu a konstrukční jednoduchosti zaujme jak běžné, tak i velmi náročné zákazníky. Uživatel stroje jistě ocení zajímavý poměr kvalita – cena - výkon, umožňující obrábění součástí velmi složitých a rozměrných tvarů.
Jedná se o EFEKTIVNÍ stroj na vynikající technické úrovni umožňující využití nových moderních technologií obrábění. Vřeteník stroje je osazen vřetenovými hlavami pro pěti a víceosé obrábění nebo výsuvnou pinolou, které umožňují obrábění i tvarově velmi složitých obrobků. Optimální spojení vysokého užitného výkonu a konstrukční jednoduchosti zaujme jak běžné, tak i velmi náročné zákazníky. Uživatel stroje jistě ocení zajímavý poměr kvalita – cena - výkon, umožňující obrábění součástí velmi složitých a rozměrných tvarů.
 Schopnost řezání dílů, kde je úhel větší než 45 stupňů a během řezu se mění, takto stručně formulovala společnost Desko, a.s. hlavní požadavek na novou drátovou elektroerozivní řezačku. Zdánlivě jednoduché zadání se ale ukázalo být neřešitelným problémem pro většinu oslovených firem, které dodávají na český trh elektroerozivní obráběcí stroje. Technicky funkční řešení dokázal navrhnout a předvést pouze jediný účastník výběrového řízení – společnost Penta Trading, s.r.o.
Schopnost řezání dílů, kde je úhel větší než 45 stupňů a během řezu se mění, takto stručně formulovala společnost Desko, a.s. hlavní požadavek na novou drátovou elektroerozivní řezačku. Zdánlivě jednoduché zadání se ale ukázalo být neřešitelným problémem pro většinu oslovených firem, které dodávají na český trh elektroerozivní obráběcí stroje. Technicky funkční řešení dokázal navrhnout a předvést pouze jediný účastník výběrového řízení – společnost Penta Trading, s.r.o.
 Obráběcí centrum FRU(Q) z dílen TOS KUŘIM – OS, a.s. je určeno pro velmi přesné obrábění těžkých, rozměrově a tvarově velmi složitých obrobků až z pěti stran klasickou technologií i rychlostním obráběním. Stroj je stavebnicové koncepce, která umožňuje značnou variabilnost použití.
Obráběcí centrum FRU(Q) z dílen TOS KUŘIM – OS, a.s. je určeno pro velmi přesné obrábění těžkých, rozměrově a tvarově velmi složitých obrobků až z pěti stran klasickou technologií i rychlostním obráběním. Stroj je stavebnicové koncepce, která umožňuje značnou variabilnost použití.
 Americký výrobce obráběcích strojů Haas Automation Inc. je známý svou neúnavností ve vývoji a vysílání nových produktů do světa. V roce 2009 jej uvidíme na několika výstavách se svými nejnovějšími stroji Mini Mill 2 pro vertikální obrábění a ES-5 – kompaktní a dostupný stroj pro horizontální obrábění.
Americký výrobce obráběcích strojů Haas Automation Inc. je známý svou neúnavností ve vývoji a vysílání nových produktů do světa. V roce 2009 jej uvidíme na několika výstavách se svými nejnovějšími stroji Mini Mill 2 pro vertikální obrábění a ES-5 – kompaktní a dostupný stroj pro horizontální obrábění.
 Výrobca obrábacích strojov OKUMA, Japonsko dodáva ako novinku na svetový trh inteligentné multifunkčné obrábacie centrum MULTUS B200. Tento stroj bol vyvinutý za účelom zvyšovania produktivity práce pri výrobe tvarovo zložitých a členitých súčiastok. Stroj bol ocenený ako víťaz „Multifunkčných technológií obrábania“ v rýchlosti a malých aplikáciách.
Výrobca obrábacích strojov OKUMA, Japonsko dodáva ako novinku na svetový trh inteligentné multifunkčné obrábacie centrum MULTUS B200. Tento stroj bol vyvinutý za účelom zvyšovania produktivity práce pri výrobe tvarovo zložitých a členitých súčiastok. Stroj bol ocenený ako víťaz „Multifunkčných technológií obrábania“ v rýchlosti a malých aplikáciách.
 TAJMAC-ZPS, a.s. uspořádal v dubnu tradiční Zákaznické dny. Obráběcí centra, dlouhotočné automaty i vícevřetenové automaty z místní produkce a zvláště pak ohlášené představení nového horizontálního obráběcího centra H 80, pro práci s rozměrnými obrobky, přilákaly značný zájem návštěvníků i spoluvystavovatelů. V souvislosti s touto událostí jsme položili několik otázek panu Ing. Marku Halovi, vedoucímu prodeje divize CNC a panu Ing. Janu Němci, vedoucímu aplikačního střediska divize CNC.
TAJMAC-ZPS, a.s. uspořádal v dubnu tradiční Zákaznické dny. Obráběcí centra, dlouhotočné automaty i vícevřetenové automaty z místní produkce a zvláště pak ohlášené představení nového horizontálního obráběcího centra H 80, pro práci s rozměrnými obrobky, přilákaly značný zájem návštěvníků i spoluvystavovatelů. V souvislosti s touto událostí jsme položili několik otázek panu Ing. Marku Halovi, vedoucímu prodeje divize CNC a panu Ing. Janu Němci, vedoucímu aplikačního střediska divize CNC.