 Základní příslušenství stroje: chlazení obrobku vzduchem středem vřetena, rozvod chlazení po stroji, nástrčný 20. polohový zásobník nástrojů, zakrytování vodicích ploch, centrální mazání, osvětlení pracovního prostoru, středové upínání nástroje, světelná signalizace stavu stroje, vřeteno 8 000 ot./min., oběhové chlazení vřetena, 20polohový zásobník nástrojů, kužel vřetena ISO40 DIN69871, zakrytování pracovního prostoru.
Základní příslušenství stroje: chlazení obrobku vzduchem středem vřetena, rozvod chlazení po stroji, nástrčný 20. polohový zásobník nástrojů, zakrytování vodicích ploch, centrální mazání, osvětlení pracovního prostoru, středové upínání nástroje, světelná signalizace stavu stroje, vřeteno 8 000 ot./min., oběhové chlazení vřetena, 20polohový zásobník nástrojů, kužel vřetena ISO40 DIN69871, zakrytování pracovního prostoru.
 Hydraulický montážní lis LSC 6010 je určen pro lisovací operace ve strojírenské nebo jiné průmyslové výrobě, kde slouží zejména k zalisování matic, šroubů a sloupků do tenkých plechů, popřípadě plastů. Lis je možné užívat i ke zhotovování prolisů a nýtování. Přednosti lisu: - přesné nastavení lisovací síly pro každou operaci, - automatický cyklus zalisování, - kombinace elektronického a mechanického bezpečnostního systému, - programovatelná počítačová řídící jednotka .
Hydraulický montážní lis LSC 6010 je určen pro lisovací operace ve strojírenské nebo jiné průmyslové výrobě, kde slouží zejména k zalisování matic, šroubů a sloupků do tenkých plechů, popřípadě plastů. Lis je možné užívat i ke zhotovování prolisů a nýtování. Přednosti lisu: - přesné nastavení lisovací síly pro každou operaci, - automatický cyklus zalisování, - kombinace elektronického a mechanického bezpečnostního systému, - programovatelná počítačová řídící jednotka .
 Vysokorychlostní horizontální sedmiosé (3+2+2) obráběcí centrum DEPO-HF pro obrábění nástrojů, forem a zápustek. Vysoce dynamické horizontální centrum velmi tuhé konstrukce pro hrubovací a dokončovací operace DEPO-HF se vyznačuje především: zvýšenou životnosti nástrojů a kvality povrchu perfektním odstraňováním třísek, optimální a neměnnou dynamikou – obrobek se nepohybuje, integrovanou vidlicovou frézovací hlavou osazenou vysokootáčkovým vřetenem 25 kW, 10 000 min-1, 195 Nm, jehož poloha je stavitelná v rozmezí 90°, otočným nebo posuvně otočným stolem pro obrábění ve 3D, obrábění ze všech stran při jednoduchém ustavení obrobku.
Vysokorychlostní horizontální sedmiosé (3+2+2) obráběcí centrum DEPO-HF pro obrábění nástrojů, forem a zápustek. Vysoce dynamické horizontální centrum velmi tuhé konstrukce pro hrubovací a dokončovací operace DEPO-HF se vyznačuje především: zvýšenou životnosti nástrojů a kvality povrchu perfektním odstraňováním třísek, optimální a neměnnou dynamikou – obrobek se nepohybuje, integrovanou vidlicovou frézovací hlavou osazenou vysokootáčkovým vřetenem 25 kW, 10 000 min-1, 195 Nm, jehož poloha je stavitelná v rozmezí 90°, otočným nebo posuvně otočným stolem pro obrábění ve 3D, obrábění ze všech stran při jednoduchém ustavení obrobku.
 Pro svařování, řezání nebo vrtání nabízí TRUMPF širokou paletu pevnolátkových laserů a laserových systémů pro nejrůznější aplikace. Pulzní pevnolátkové lasery pro bodové i běžné svařování, řezání, vrtání s regulovaným výkonem na nástroji a maximálním pulsním výkonem závislém na délce zapnutí. CW pevnolátkové lasery, Diskové lasery a Diodově buzené pevnolátkové lasery pro běžné svařování a řezání Výkon laseru na nástroji, regulovaný. Rozdíl mezi maximáním výstupním výkonem a výkonem laseru odpovídá rezervě výkonu pro regulaci.
Pro svařování, řezání nebo vrtání nabízí TRUMPF širokou paletu pevnolátkových laserů a laserových systémů pro nejrůznější aplikace. Pulzní pevnolátkové lasery pro bodové i běžné svařování, řezání, vrtání s regulovaným výkonem na nástroji a maximálním pulsním výkonem závislém na délce zapnutí. CW pevnolátkové lasery, Diskové lasery a Diodově buzené pevnolátkové lasery pro běžné svařování a řezání Výkon laseru na nástroji, regulovaný. Rozdíl mezi maximáním výstupním výkonem a výkonem laseru odpovídá rezervě výkonu pro regulaci.
 CNC bezhrotá bruska JUPITER 500 pro broušení vnějších průměru je koncipována jak pro průchozí, tak i pro zápichové broušení. Vysoká efektivnost broušení se uplatňuje nejen ve vysoce sériové výrobě, ale také při broušeních menších sérii. Bruska JUPITER 500 umožňuje broušení jak konvenčními (korundovými) kotouči, tak i využití nejmodernějších poznatků teorie broušení při použití CBN kotoučů. Bruska je určena pro bezhroté broušení obrobků s průměrem 3-220 mm, maximální délka obroku je 495 mm v režimu zápichového broušení, při využití metody průchozího broušení může délka obrobku dosáhnout až 6m.
CNC bezhrotá bruska JUPITER 500 pro broušení vnějších průměru je koncipována jak pro průchozí, tak i pro zápichové broušení. Vysoká efektivnost broušení se uplatňuje nejen ve vysoce sériové výrobě, ale také při broušeních menších sérii. Bruska JUPITER 500 umožňuje broušení jak konvenčními (korundovými) kotouči, tak i využití nejmodernějších poznatků teorie broušení při použití CBN kotoučů. Bruska je určena pro bezhroté broušení obrobků s průměrem 3-220 mm, maximální délka obroku je 495 mm v režimu zápichového broušení, při využití metody průchozího broušení může délka obrobku dosáhnout až 6m.
 Patentovaná technologie TrueMillTM kalifornské firmy SURFWARE již od roku 2005 sbírá ocenění téměř po celém světě. V roce 2005 získala v USA vítězné ocenění "Technologie roku 2005" udělované každoročně časopisem IndustryWeek, předním světovým médiem v oblasti výrobního managementu. Toto ocenění získávají vždy takové technologie, které přinášejí předpoklad významného růstu světové výroby. V květnu 2006 získala technologie TrueMillTM cenu Mezinárodního strojírenského veletrhu udělovanou každoročně firmou Agrokomplex v Nitře. Dalším významným oceněním je Zlatá medaile Mezinárodního veletrhu obráběcích a tvářecích strojů udělovaná každoročně firmou BVV v Brně.
Patentovaná technologie TrueMillTM kalifornské firmy SURFWARE již od roku 2005 sbírá ocenění téměř po celém světě. V roce 2005 získala v USA vítězné ocenění "Technologie roku 2005" udělované každoročně časopisem IndustryWeek, předním světovým médiem v oblasti výrobního managementu. Toto ocenění získávají vždy takové technologie, které přinášejí předpoklad významného růstu světové výroby. V květnu 2006 získala technologie TrueMillTM cenu Mezinárodního strojírenského veletrhu udělovanou každoročně firmou Agrokomplex v Nitře. Dalším významným oceněním je Zlatá medaile Mezinárodního veletrhu obráběcích a tvářecích strojů udělovaná každoročně firmou BVV v Brně.
 Pásová pila na kov je určena pro svislé a vodorovné řezání ocelových materiálů, většinou výkovků nástrojových ocelí. Výhodou této koncepce je možnost řezat profil 1200x1600 mm ve svislém směru a až 1600x3000 mm ve vodorovném směru. Rozměry stroje jsou přitom velmi kompaktní.
Pásová pila na kov je určena pro svislé a vodorovné řezání ocelových materiálů, většinou výkovků nástrojových ocelí. Výhodou této koncepce je možnost řezat profil 1200x1600 mm ve svislém směru a až 1600x3000 mm ve vodorovném směru. Rozměry stroje jsou přitom velmi kompaktní.
Bylo dosaženo maximálně robustní konstrukce, max. výkonnosti nástroje – pilového pásu. Aplikace CNC systému ovládá řez v horizontálním i vertikálním směru s automatickým natáčením vodítek pilového pásu. Aplikace systému /EGAS ARP, který automaticky reguluje rychlost řezu, čímž optimalizuje řeznou rychlost a ekonomické náklady na jeden řez. Rovněž byl splněn cíl – montáž a zprovoznění stroje u zákazníka během jednoho dne (stroj není možno transportovat vcelku, ale rozdělení na tři základní části).
Popis standardního vybavení stroje: podstavec, sloupy a rameno – robustní ocelový svařenec, robustní stůl na němž se řezaný materiál i rameno pohybují pomocí velmi přesného lineárního vedení. Pohon pilového pásu pomocí výkonné planetové převodovky, elektromotoru a frekvenčního měniče. Pohon stolu (horizontální řez) pomocí výkonné planetové převodovky, elektromotoru a frekvenčního měniče. Vertikální řez pomocí hydraulické centrály s proporcionálním rozvaděčem. Hydraulické napínání pilového pásu. Šnekový vynašeč třísek. Chlazení pilového pásu pomoc rozvodu řezné emulze do vodítek pilového pásu i přímo do řezu. Ovládání pomocí panelu s PLC, umístěném na pantografickém rameni umožňuje výbornou dostupnost celého pracoviště pily.
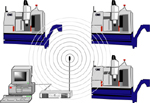 Distributed Numeric Control – DNC, pod tímto výrazem se rozumí provozní režim v podniku, při kterém jsou výrobní zařízení napojena přímo do počítačové sítě LAN. V případě NC/CNC strojů jsou tyto napojeny na hlavní počítač (DNC server), na kterém jsou archivovány a kompletně spravovány jejich programy a z kterého jsou tyto programy podle potřeby zasílány na příslušné stroje. Zajištění rychle se měnících výrobních požadavků, časově krátké přerozdělování nebo předávání řídících informací na různé systémy, jako např. NC/CNC stroje, je dnes bez nasazení odpovídajícího DNC systému nemyslitelné.
Distributed Numeric Control – DNC, pod tímto výrazem se rozumí provozní režim v podniku, při kterém jsou výrobní zařízení napojena přímo do počítačové sítě LAN. V případě NC/CNC strojů jsou tyto napojeny na hlavní počítač (DNC server), na kterém jsou archivovány a kompletně spravovány jejich programy a z kterého jsou tyto programy podle potřeby zasílány na příslušné stroje. Zajištění rychle se měnících výrobních požadavků, časově krátké přerozdělování nebo předávání řídících informací na různé systémy, jako např. NC/CNC stroje, je dnes bez nasazení odpovídajícího DNC systému nemyslitelné.
Ako jedna z prvých slovenských firiem využíva Bost SK pri servise výrobných zariadení japonskú metódu údržby TPM. Tento prístup prináša do praxe, okrem iného, reálnu aplikáciu matematických a štatistických metód. Jeho prvoradým cieľom je predchádzať poruchám.
Strojárska spoločnosť Bost, ako jedna z prvých na Slovensku, využíva japonskú inováciu vo forme totálne produktívnej údržby strojov a výrobných zariadení. V odbornej literatúre a v zahraničí je tento postup známy pod označením TPM – Total Productive Maintenance. Bost vo svojej novinke prináša, okrem iného, aplikáciu štatistických metód na analýzu údajov z pravidelných kontrol a servisných zásahov. Trenčianski strojári tak ponúkajú služby umožňujúce výrobným podnikom zefektívniť prevádzku, zvýšiť produktivitu a získať konkurenčnú výhodu na trhu.
„Na základe štatistických a matematických metód je možné efektívne určiť optimálny rozsah preventívnej údržby, tak aby sa možnosť poruchy minimalizovala,“ hovorí Martin Veverka, analytik z Bostu. Technici spoločnosti využívajú vyhodnotenia poznatkov z terénu na tvorbu harmonogramu údržby. Cieľom tohto postupu je predísť technickým problémom. Výsledkom aplikácie TPM je minimalizovanie výpadkov stroja počas výroby a s tým spojené straty.
„TPM získala svoje uplatnenie vo väčšine moderných tovární v priemyselne vyspelých štátoch, cieľom Bostu je prinášať takéto inovácie aj na Slovensko,“ hovorí Vladimír Bielik, generálny riaditeľ spoločnosti. Bost k týmto službám prináša ďalšie pridané hodnoty v podobe možnosti vzdelávať obsluhu v modernom školiacom stredisku, vlastnú výrobu náhradných dielov na staršie strojné zariadenia a sklad súčiastok na moderné stroje.
Outsourcingové služby spoločnosti Bost už v praxi využívajú napríklad v strojárských spoločnostiach Trens, a.s. v Trenčíne, Emerson, a.s., z Nového Mesta nad Váhom a iné.
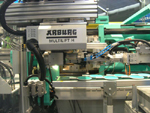 Pracoviště je sestaveno z dvoukomponentního vstřikovacího stroje ALLROUNDER 630 S 2500-1300/150 s uzavírací silou 2500 kN vybaveného manipulátorem MULTILIFT H.
Pracoviště je sestaveno z dvoukomponentního vstřikovacího stroje ALLROUNDER 630 S 2500-1300/150 s uzavírací silou 2500 kN vybaveného manipulátorem MULTILIFT H.
Pracoviště umožňuje racionální, přesnou a automatizovanou výrobu vícekomponentních dílů z plastů. Jedná se o speciální technologii vstřikování, využívanou především ve výrobě plastových komponent pro automobilový průmysl, elektrotechniku a spotřební výrobky.
Základ plně automatizovaného pracoviště tvoří plně hydraulický vstřikovací stroj ALLROUNDER 630 S 2500-1300/150 s uzavírací silou 2500 kN. Modulární koncept stroje umožňuje vzájemně kombinovat základní konstrukční uzly tak, aby bylo dosaženo optimální pracovní konfigurace stroje s ohledem na specifické potřeby jeho uživatele. Např. při hledání optimální kombinace velikostí plastikačních komor obou vstřikovacích jednotek existuje u této velikosti stroje až 972 možných kombinací. Takto komplexně propracovaný systém modularity není na trhu nabízen žádným dalším výrobcem.
 Když se řekne závitník. Co to je? Na úvodním obrázku je strojní závitník, sloužící k vytvoření závitů do děr. Závitník je v podstatě šroub, na němž jsou vytvořeny břity s vhodnou geometrií jedné až osmi drážek. Závit je podle potřeby výroby řezán buďto ručně nebo strojně. Konstrukce obou se zásadně liší, zatímco ruční řezání probíhá sadou. Při strojním řezání se zpravidla používá jeden závitník s kratším řezným kuželem. Parametr kvality nástroje je jeho životnost. Otázkou je pouze za jakých podmínek je možno zaručit kvalitní nástroj s dostatečnou životností v přijatelné ceně. Odpovědí je nástroj povlakovat. Současné moderní povlakovací techniky se staly nedílnou součástí dnešní technologie obrábění. Pro některé materiály a operace je použití otěruvzdorných
Když se řekne závitník. Co to je? Na úvodním obrázku je strojní závitník, sloužící k vytvoření závitů do děr. Závitník je v podstatě šroub, na němž jsou vytvořeny břity s vhodnou geometrií jedné až osmi drážek. Závit je podle potřeby výroby řezán buďto ručně nebo strojně. Konstrukce obou se zásadně liší, zatímco ruční řezání probíhá sadou. Při strojním řezání se zpravidla používá jeden závitník s kratším řezným kuželem. Parametr kvality nástroje je jeho životnost. Otázkou je pouze za jakých podmínek je možno zaručit kvalitní nástroj s dostatečnou životností v přijatelné ceně. Odpovědí je nástroj povlakovat. Současné moderní povlakovací techniky se staly nedílnou součástí dnešní technologie obrábění. Pro některé materiály a operace je použití otěruvzdorných
a tvrdých povlaků absolutní nezbytností, pro ostatní jsou klíčem
k větší efektivnosti a produktivitě.