 Společnost Southco se neustálé zabývá myšlenkou, jak jsou záklopná a uzavírací řešení nezbytně nutnou součástí dveřních systémů. Zatímco specifikace správného uzavíracího systému nemusí být příliš komplikovaná, nikdy nemůže nastat případ, že jedna velikost uzavíracího systému sedí pro všechny typy aplikací.
Společnost Southco se neustálé zabývá myšlenkou, jak jsou záklopná a uzavírací řešení nezbytně nutnou součástí dveřních systémů. Zatímco specifikace správného uzavíracího systému nemusí být příliš komplikovaná, nikdy nemůže nastat případ, že jedna velikost uzavíracího systému sedí pro všechny typy aplikací.
Záklopná a uzavírací řešení jsou nedílnou částí při návrhu uzavíracího systému a měli by tedy být součástí celého procesu návrhu.
 Ložiska pro hřídelová vedení se používají k mnoha účelům. Vznikají tak nejrůznější výrobky v nepřeberných variantách podle druhu použití a ve spolehlivé kvalitě. Obchodní oddělení společnosti MISUMI zaznamenalo v první polovině roku 2011 vzrůstající poptávku. Proto se tento japonský specialista na mechanické normalizované díly, nakupované díly a díly vyráběné podle výkresů rozhodl podrobněji představit svůj aktuální sortiment.
Ložiska pro hřídelová vedení se používají k mnoha účelům. Vznikají tak nejrůznější výrobky v nepřeberných variantách podle druhu použití a ve spolehlivé kvalitě. Obchodní oddělení společnosti MISUMI zaznamenalo v první polovině roku 2011 vzrůstající poptávku. Proto se tento japonský specialista na mechanické normalizované díly, nakupované díly a díly vyráběné podle výkresů rozhodl podrobněji představit svůj aktuální sortiment.
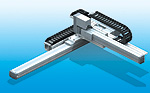 Robotické 2 a 3osé systémy řady IK od jedničky na japonském trhu společnosti IAI jsou ekonomickým a flexibilním víceosým řešením pro automatizaci výroby. Víceosé systémy řady IK se skládají ze standardních elektrických pohonů a jsou dodávány ve formě stavebnice, která obsahuje vše potřebné pro montáž (včetně všech spojek, cable tracků atd.). Komponenty tedy pouze vybalíte, snadno sestavíte a víceosé systémy jsou připraveny pro použití.
Robotické 2 a 3osé systémy řady IK od jedničky na japonském trhu společnosti IAI jsou ekonomickým a flexibilním víceosým řešením pro automatizaci výroby. Víceosé systémy řady IK se skládají ze standardních elektrických pohonů a jsou dodávány ve formě stavebnice, která obsahuje vše potřebné pro montáž (včetně všech spojek, cable tracků atd.). Komponenty tedy pouze vybalíte, snadno sestavíte a víceosé systémy jsou připraveny pro použití.
 Archový ofsetový stroj Speedmaster XL 105 firmy Heidelberger Druckmaschinen AG je produkt, který splňuje požadavky na nejvyšší kvalitu a produktivitu. Uvedením tohoto stroje na trh v roce 2004 byla zavedena nová výkonnostní kategorie ve výrobě tiskařských strojů: třída Peak-Performance.
Archový ofsetový stroj Speedmaster XL 105 firmy Heidelberger Druckmaschinen AG je produkt, který splňuje požadavky na nejvyšší kvalitu a produktivitu. Uvedením tohoto stroje na trh v roce 2004 byla zavedena nová výkonnostní kategorie ve výrobě tiskařských strojů: třída Peak-Performance.
 Použití ložiskové oceli Hi-TF od NSK vyřešilo nákladný problém v jedné z evropských cementáren, která se potýkala s pravidelnými poruchami ložisek pracujících na vysokoteplotních ventilátorech při provozních teplotách 150 °C. Během 18 měsíčního provozního cyklu došlo k poruše ventilátoru způsobené ložiskem nejméně třikrát, což bylo shledáno jako zcela neakceptovatelné.
Použití ložiskové oceli Hi-TF od NSK vyřešilo nákladný problém v jedné z evropských cementáren, která se potýkala s pravidelnými poruchami ložisek pracujících na vysokoteplotních ventilátorech při provozních teplotách 150 °C. Během 18 měsíčního provozního cyklu došlo k poruše ventilátoru způsobené ložiskem nejméně třikrát, což bylo shledáno jako zcela neakceptovatelné.
 Nová řada průmyslových pojezdových kol pro ruční dopravu a manipulační příslušenství ke strojům a zařízením. Trvalý nárůst zájmu o tyto prvky se stal výzvou pro společnost Elesa+Ganter v odvětví průmyslové dopravy a manipulace. Dosavadní úspěchy v oblasti polohovacích prvků pro pevné ustavení polohy strojů a zařízení přivedl společnost na myšlenku zaměřit se na prvky, které slouží pro aplikace spojené se změnou polohy. Vznikla tak nová řada prvků – pojezdová kola.
Nová řada průmyslových pojezdových kol pro ruční dopravu a manipulační příslušenství ke strojům a zařízením. Trvalý nárůst zájmu o tyto prvky se stal výzvou pro společnost Elesa+Ganter v odvětví průmyslové dopravy a manipulace. Dosavadní úspěchy v oblasti polohovacích prvků pro pevné ustavení polohy strojů a zařízení přivedl společnost na myšlenku zaměřit se na prvky, které slouží pro aplikace spojené se změnou polohy. Vznikla tak nová řada prvků – pojezdová kola.
 Krátké a spolehlivé dodací lhůty dodržuje společnost MISUMI i v ekonomicky obtížnějších obdobích. Umožňuje to velké množství výrobních provozoven po celém světě, dobře strukturovaná distribuční síť a promyšlená koncepce logisti-ky odolná vůči krizi. V současné době z toho profitují především uživatelé lineár-ních vedení a vestavných lineárních jednotek či systémů, kteří vzhledem k výrazným problémům v plnění dodávek etablovaných prodejců hledají v dané oblasti alternativy.
Krátké a spolehlivé dodací lhůty dodržuje společnost MISUMI i v ekonomicky obtížnějších obdobích. Umožňuje to velké množství výrobních provozoven po celém světě, dobře strukturovaná distribuční síť a promyšlená koncepce logisti-ky odolná vůči krizi. V současné době z toho profitují především uživatelé lineár-ních vedení a vestavných lineárních jednotek či systémů, kteří vzhledem k výrazným problémům v plnění dodávek etablovaných prodejců hledají v dané oblasti alternativy.
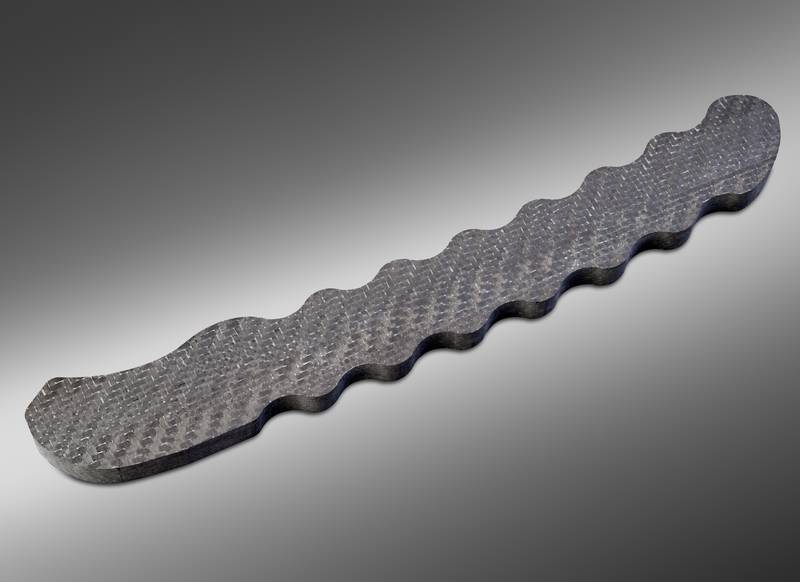 Německá firma ENSINGER GmbH, Nufringen, nabízí na trhu kompozity, které jsou vysoce plněné uhlíkovými vlákny. Podle údajů výrobce se díly vyráběné z tohoto druhu kompozitů vyznačují mimořádně vysokou mechanickou pevností a vysokou odolností vůči tepelné deformaci.
Německá firma ENSINGER GmbH, Nufringen, nabízí na trhu kompozity, které jsou vysoce plněné uhlíkovými vlákny. Podle údajů výrobce se díly vyráběné z tohoto druhu kompozitů vyznačují mimořádně vysokou mechanickou pevností a vysokou odolností vůči tepelné deformaci.
Polotovary nové výrobkové řady TECATEC sestávají z termoplastické matrice a tkaniny, kterou tvoří svazky uhlíkových vláken. Díky této kombinaci mají ve srovnání s vytlačovanými výrobky vyztuženými jinými druhy vláken podstatně vyšší pevnost v tahu a v ohybu. Kromě toho disponují lehké materiály vysokou odolností proti chemikáliím a jsou průchodné pro Rentgenovy paprsky. Jsou proto také ideálně vhodné pro externí fixace a chirurgické instrumenty.
 Firma HW.Tech GmbH, Gottmadingen vyvinula pro zdravotnictví plně elektrický miniaturní vstřikovací stoj Micro Tech. Ten je k dostání ve dvou verzích – jako MicroTech 60 a MicroTech 100.
Firma HW.Tech GmbH, Gottmadingen vyvinula pro zdravotnictví plně elektrický miniaturní vstřikovací stoj Micro Tech. Ten je k dostání ve dvou verzích – jako MicroTech 60 a MicroTech 100.
První pracuje s uzavírací silou 60 kN a má průměr šneku 12 mm.
Druhý je vybavený uzavíracím mechanizmem o síle 100 kN a šnekem o průměru 14 mm. Stroje pracují s maximálním vstřikovacím tlakem 2 400 barů a vstřikovací rychlostí až 300 m/s.