 Nedávno firma Blaser Swisslube, společnost působící v oblasti maziv, rozšířila špičkové technologické centrum ve svém sídle v Hasle-Rüegsau (Švýcarsko) na téměř 300 m2. Už čtyři roky jsou zde testovány nově vyvinuté chladicí a mazací látky a velmi blízko praxi vytvořeny různé zpracovací operace zákazníků a partnerů. Technologické centrum umožňuje specialistům na obrábění z firmy Blaser nabídnout zákazníkům efektivní přidanou hodnotu s ohledem na chladicí a mazací látku a tím optimalizovat produktivitu, hospodárnost a kvalitu obrábění. Výsledky testů to působivě dokládají.
Nedávno firma Blaser Swisslube, společnost působící v oblasti maziv, rozšířila špičkové technologické centrum ve svém sídle v Hasle-Rüegsau (Švýcarsko) na téměř 300 m2. Už čtyři roky jsou zde testovány nově vyvinuté chladicí a mazací látky a velmi blízko praxi vytvořeny různé zpracovací operace zákazníků a partnerů. Technologické centrum umožňuje specialistům na obrábění z firmy Blaser nabídnout zákazníkům efektivní přidanou hodnotu s ohledem na chladicí a mazací látku a tím optimalizovat produktivitu, hospodárnost a kvalitu obrábění. Výsledky testů to působivě dokládají.
Dvě 5osá obráběcí centra, jedno soustruhové a frézové centrum, jedna 5osá nástrojová bruska a dvě nová pracoviště: společnost Blaser Swisslube v technologickém centru založeném na konci roku 2008 vytvořila optimální podmínky pro simulaci a testování těch nejnovějších obráběcích technologií. „To nám umožňuje ještě více podporovat naše zákazníky při zvyšování produktivity a při zlepšování hospodárnosti a kvality obrábění," vysvětluje jednatel společnosti pan Marc Blaser. Kromě testů nově vyvinutých chladicích a mazacích látek pro obrábění nejrůznějších materiálů a simulace výrobních situací blízkých praxi umožňuje infrastruktura i konání seminářů k obrábění v sídle společnosti Blaser v Hasle-Rüegsau. Inovativní obráběcí technologie a nejnovější materiály se testují s nejrůznějšími chladicími a mazacími látkami ve spolupráci se zákazníky, univerzitami, vysokými odbornými školami nebo odbornými svazy. Stejně tak se optimalizují a dále rozvíjejí technologické postupy i maziva.
Test 1: Vrtání hlubokých otvorů 18× rychleji
 Vliv chladicích a mazacích látek na proces obrábění je často podceňován. Výhody těchto kapalin jasně prokázal projekt provedený nedávno ve spolupráci s Technickou vysokou školou v Aachenu. Cílem projektu bylo co možná největší redukování doby obrábění při vrtání hlubokých otvorů ve zušlechtěné oceli z dosavadních tří minut při zachování kvality. Technická vysoká škola v Aachenu používala pro toto zpracování až do spolupráce s firmou Blaser Swisslube běžný obráběcí olej.
Vliv chladicích a mazacích látek na proces obrábění je často podceňován. Výhody těchto kapalin jasně prokázal projekt provedený nedávno ve spolupráci s Technickou vysokou školou v Aachenu. Cílem projektu bylo co možná největší redukování doby obrábění při vrtání hlubokých otvorů ve zušlechtěné oceli z dosavadních tří minut při zachování kvality. Technická vysoká škola v Aachenu používala pro toto zpracování až do spolupráce s firmou Blaser Swisslube běžný obráběcí olej.
Výchozí situace
Operace vrtání hlubokého otvoru, průměr 8 mm, hloubka 200 mm
Předběžná příprava pilotní vrtání o stejném průměru do hloubky 16 mm
Materiál 42 CrMo4 + QT, pevnost v tahu 1 000 MPa
Typ stroje Mazak Variaxis 500
Nástroj vrtací nástroje Kennametal a Titex
Řezné parametry vc 120 m/min, f 0,25 mm/otáčka
Pro optimalizaci této náročné vrtací operace byl důkladně testován a nastaven nástroj, strategie vrtání, parametry obránění, přivádění chladicí látky a chladicí látka. Chladicí a mazací látka mísitelná s vodou byla do nástroje pumpována pod vysokým tlakem (60 barů) kvůli zajištění vyčerpání vznikajících pilin bez jejich  časově náročného odstraňování. Při tom je rozhodující výběr takové chladicí a mazací látky, která nemá ani pod vysokým tlakem tendenci tvořit pěnu. Tvorbě vzduchových bublin v emulzi je třeba bezpodmínečně zabránit, překážely by chladicímu účinu i odchodu pilin.
časově náročného odstraňování. Při tom je rozhodující výběr takové chladicí a mazací látky, která nemá ani pod vysokým tlakem tendenci tvořit pěnu. Tvorbě vzduchových bublin v emulzi je třeba bezpodmínečně zabránit, překážely by chladicímu účinu i odchodu pilin.
Z původních tří minut vrtání se nakonec zkrátit dobu vrtání na deset sekund pro hloubku 200 mm, což znamená 18násobné zvýšení efektivity.
Video vrtání hlubokého otvoru – přesvědčete se sami:
www.blaser.com/deepholedrilling
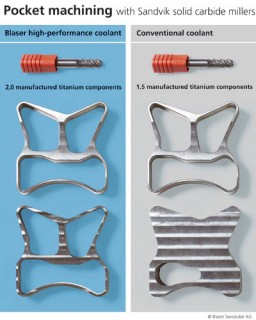
Test 2: Delší životnost nástroje
Další úspěšný projekt technologického centra se zabýval obráběním titanového dílu. Díky použití optimální chladicí a mazací látky mohlo být dosaženo zvýšení životnosti nástroje o více než 30 % při sériové výrobě ve srovnání s běžnou chladicí a mazací látkou.
Výchozí situace
Operace frézování (obrábění kapsy)
Materiál titan TiAl6V4
Typ stroje Mazak Variaxis 500
Nástroj fréza Sandvik VHM
Řezné parametry vc 160 m/min, fz 0,15 mm, ap 25 mm, ae 0,9 mm, tea°32 (úhel vinutí)
 Testovací projekt spočíval ve frézování dvou identických titanových dílů. Za tímto účelem byly díly vyrobeny na stejném stroji Mazak, se stejným nástrojem a s frézovacím programem od 3D Concepts. Jediný rozdíl byl v použité chladicí a mazací látce.
Testovací projekt spočíval ve frézování dvou identických titanových dílů. Za tímto účelem byly díly vyrobeny na stejném stroji Mazak, se stejným nástrojem a s frézovacím programem od 3D Concepts. Jediný rozdíl byl v použité chladicí a mazací látce.
S běžnou chladicí a mazací látkou bylo možné vyrobit jeden a půl titanového dílu, dokud nebylo nutné obrábění přerušit z důvodu opotřebení nástroje. Monolitní karbonová fréza byla extrémně namáhána a kromě normálních známek opotřebení vykázala i značné výlomy obráběcích hran. S novou, speciálně pro obrábění titanu vyvinutou chladicí a mazací látkou (KSS) bylo možné zpracovat dva kompletní obrobky, aniž bylo dosaženo předem stanoveného kritéria životnosti (opotřebení 0,2 mm), což znamená značné zvýšení výkonu.
Od chladicí a mazací látky k tekutému nástroji
Jednatel společnosti pan Marc Blaser vysvětluje: „Oba projekty ukazují, že faktory produktivity, hospodárnosti a kvality obrábění závisejí z vysoké míry na volbě a kvalitě chladicí a mazací látky a na know-how specialistů v oblasti obrábění." Vedle optimální chladicí a mazací látky jsou to právě odborné znalosti expertů firmy Blaser v oblasti prodeje, ve výzkumné a vývojové laboratoři, v technologickém centru a v zákaznických službách, které partnerům přinášejí měřitelný užitek. „Díky této odborné kompetenci se chladicí a mazací látka stává tekutým nástrojem, řešením upraveným přesně podle potřeb partnera."
